Multiscale Fretboard.
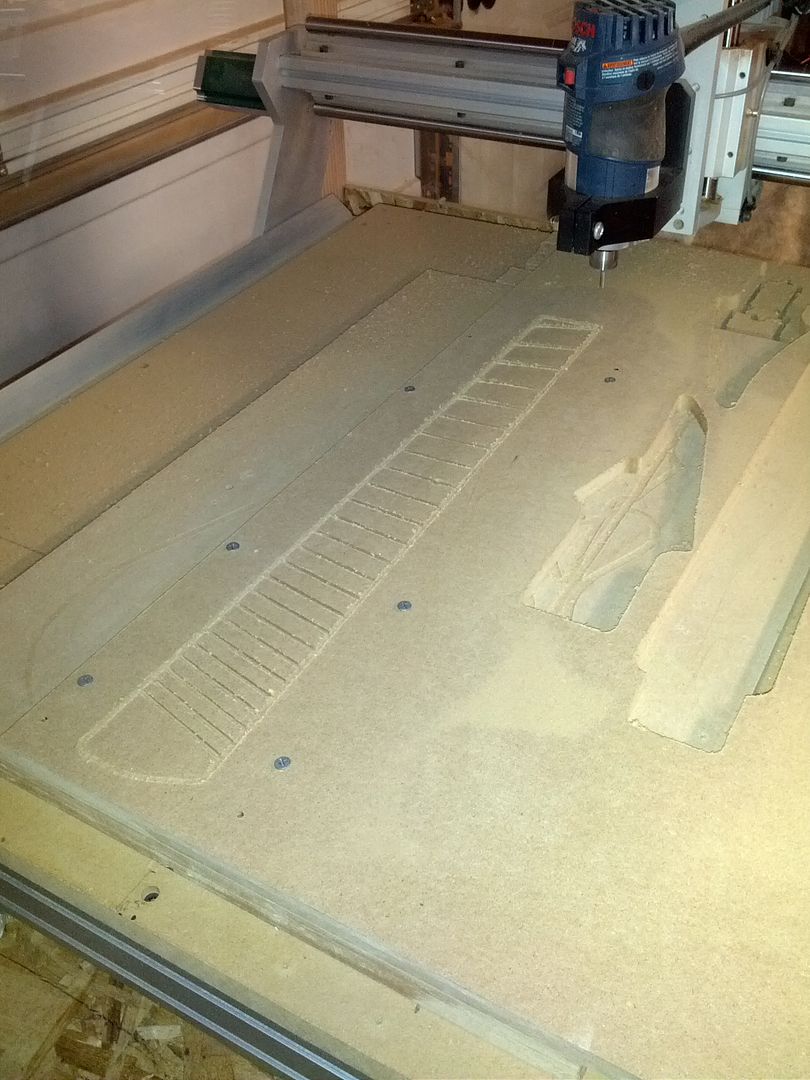
Time to get started on the Multiscale machines… First I will need a template. Since I have a CNC there is really no reason to use the print/attach/cut method to make a multiscale. I also need this to be repeatable so time to design a fret slotting system.
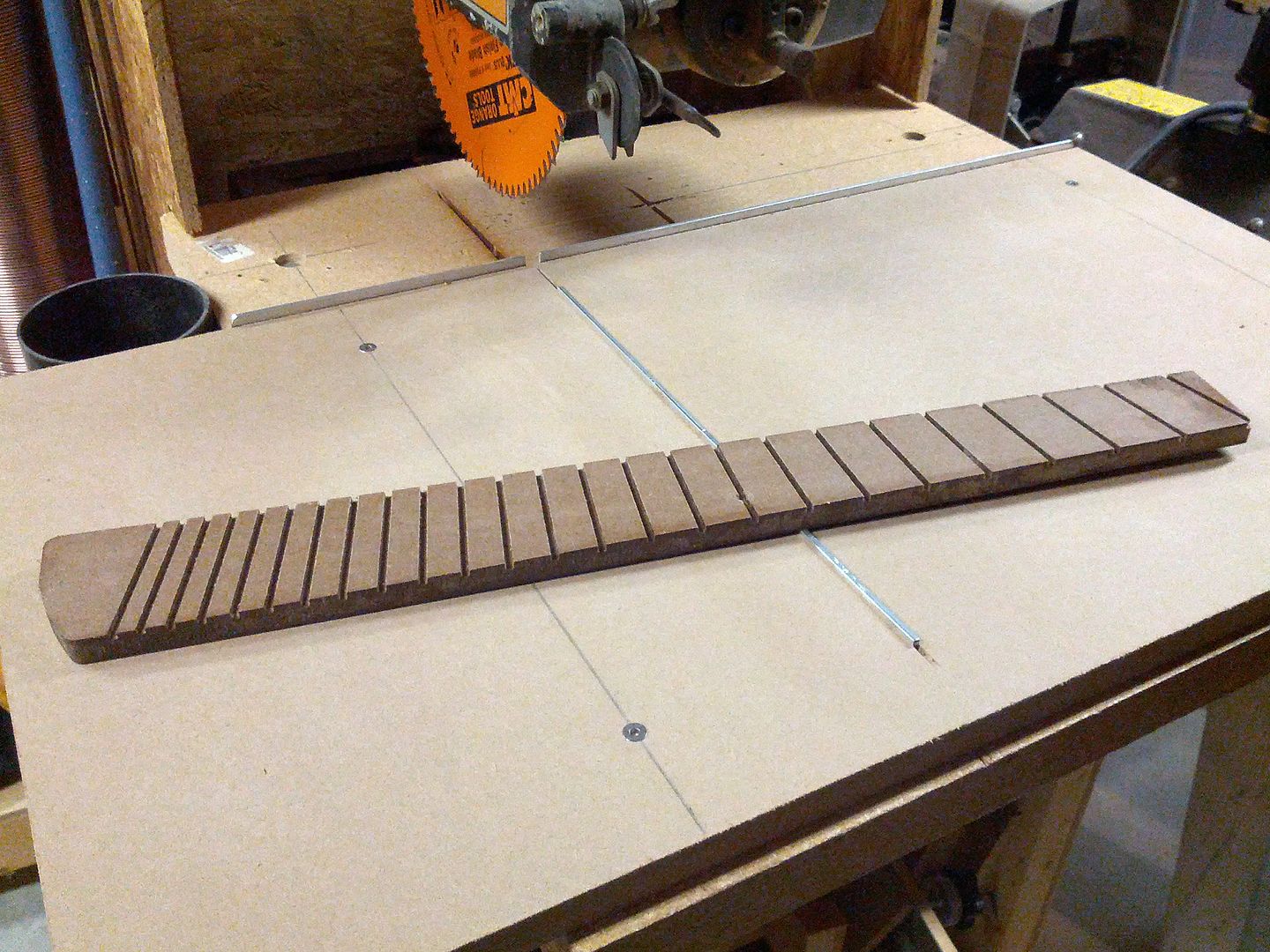
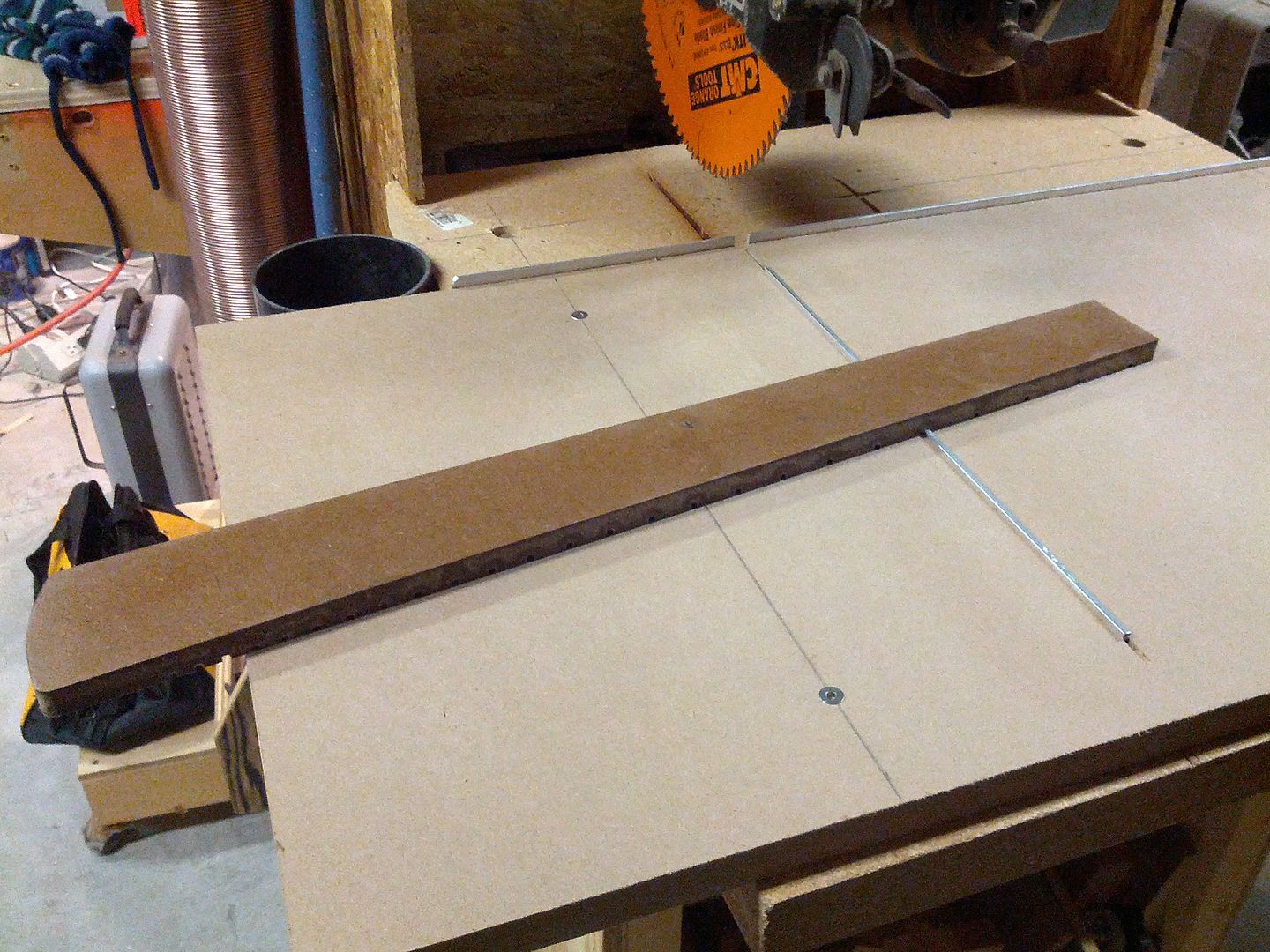
I know what you are thinking. You have a CNC why design a fretslotting system. Because doing fret slots with the CNC is slow and tedious. I can slot a fretboard in 5 minutes on my current radial arm saw jig. The Multiscale presents some problems with the old pin system (which I never liked anyway) so we are going to go a different route. Once the tests are over I will cut this out of a more permanent material.

Simple .125 slots in a template with a straight .125 guide mounted directly under the path of the blade.
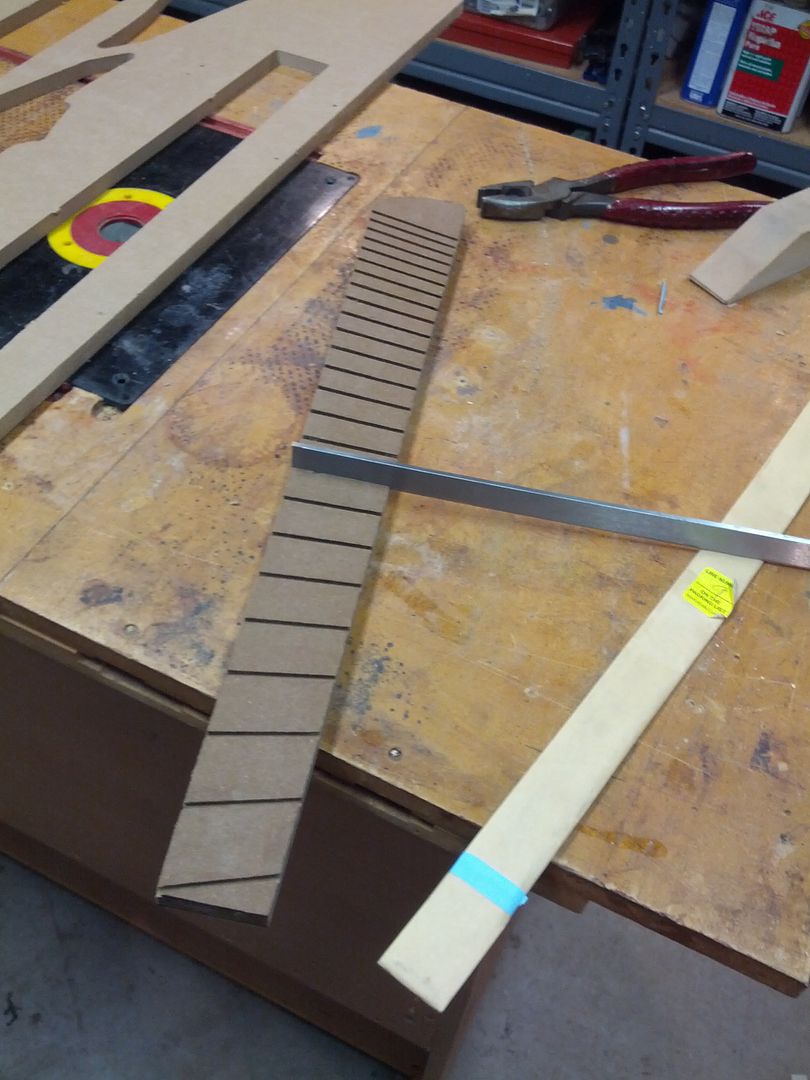

The guide has to fit the slot tight. I can not have any slack for obvious reasons.

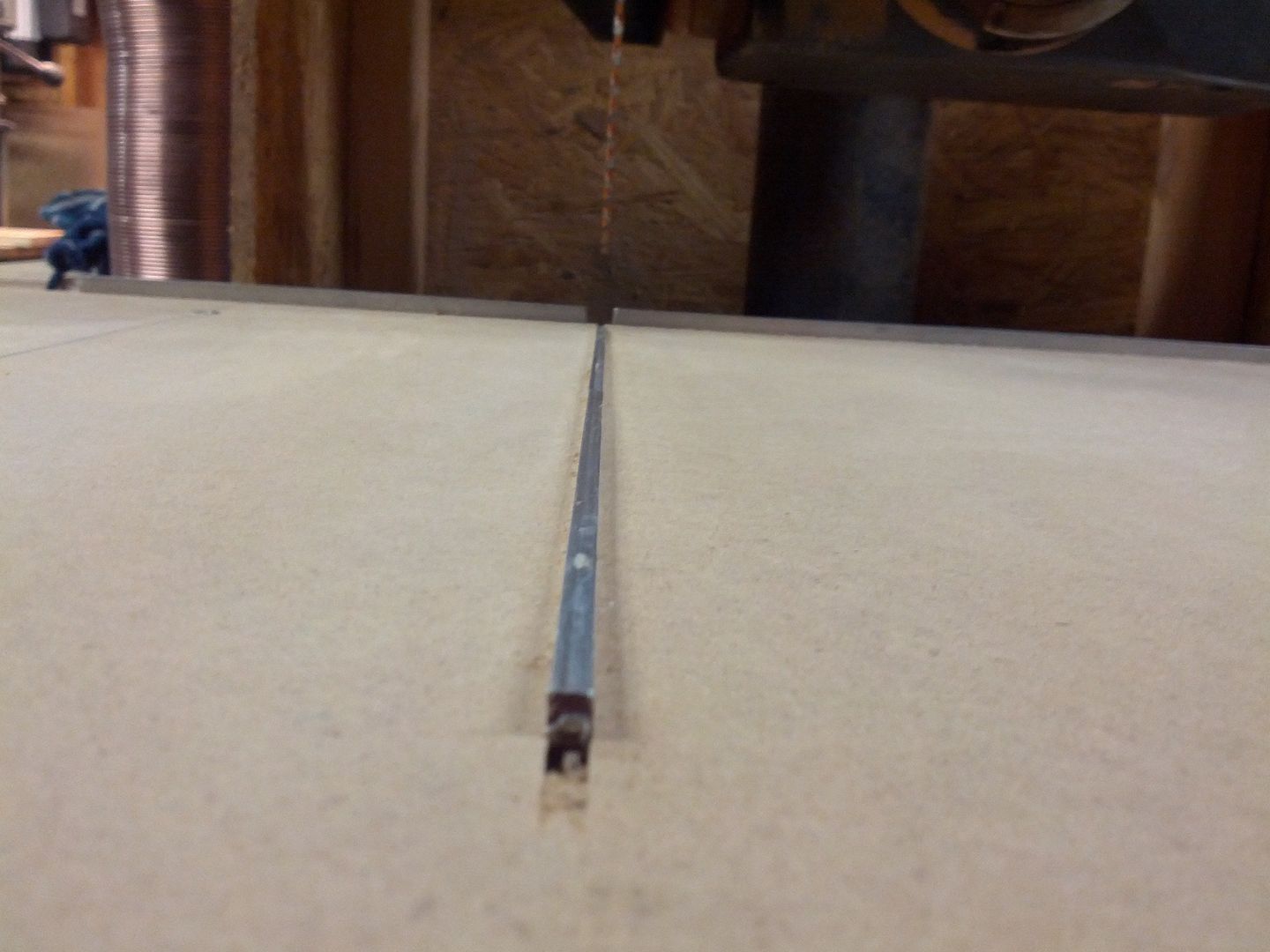
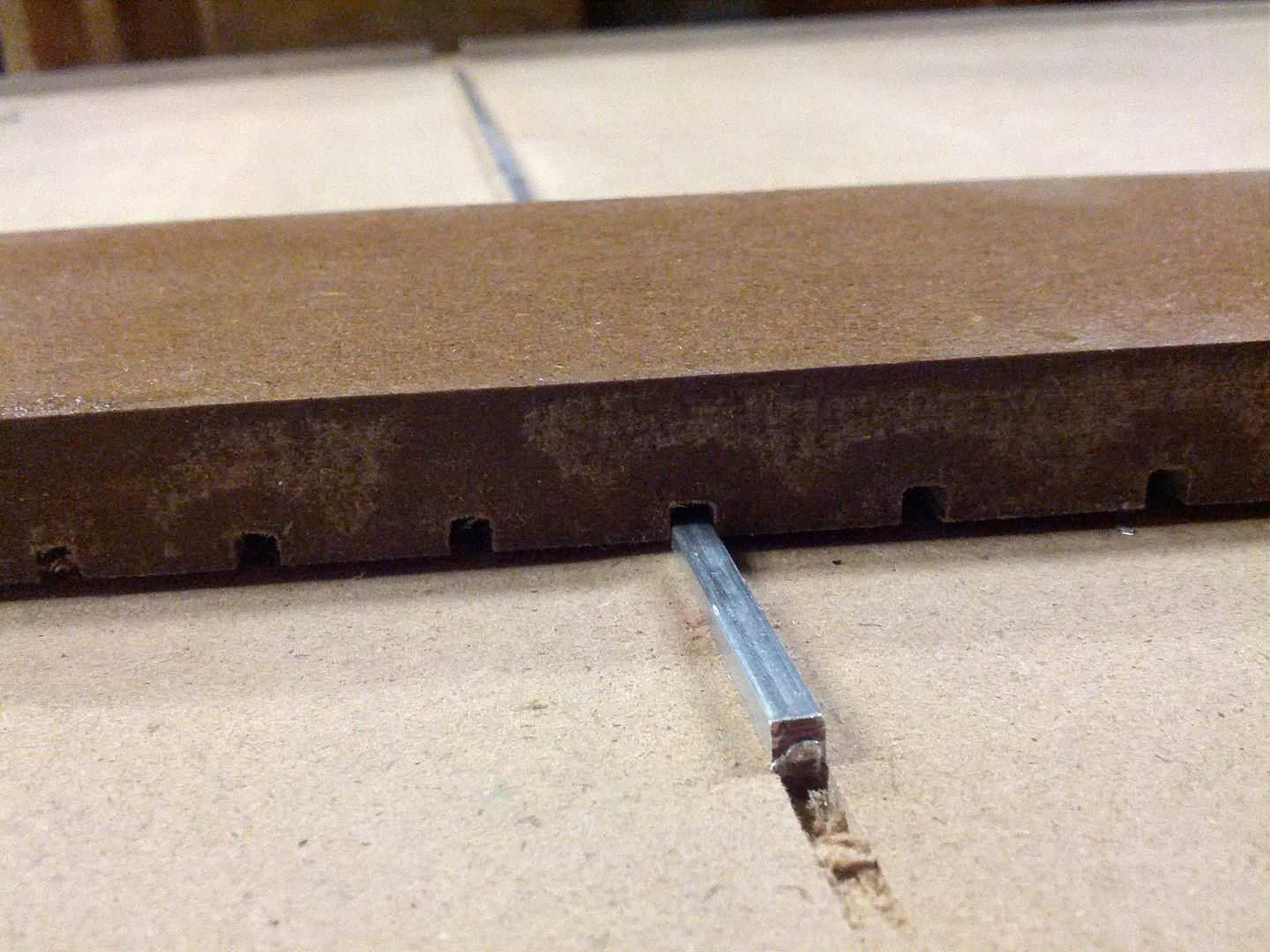
I used the saw to make the .125 slot.

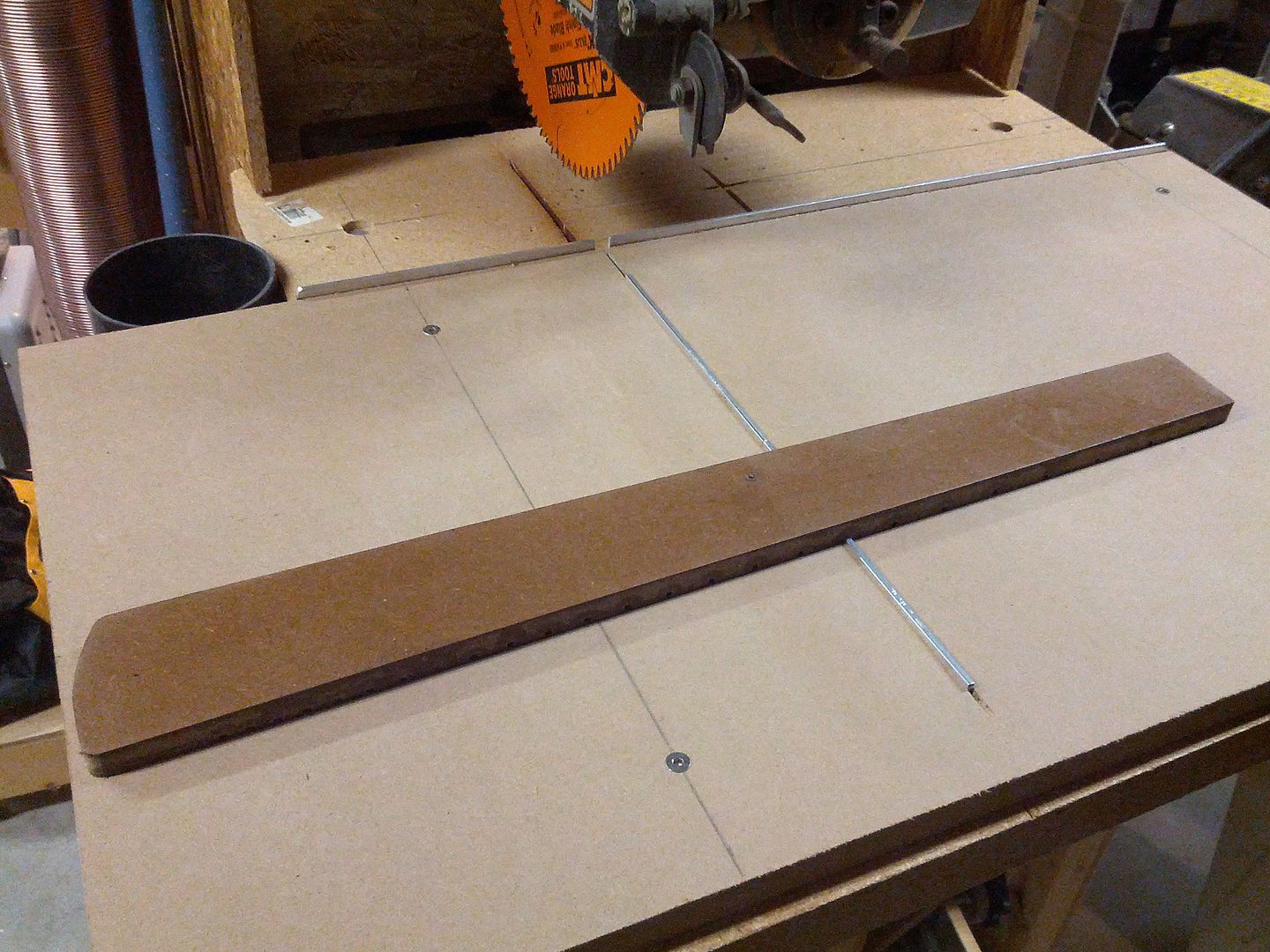
I decided to use aluminum instead of hardened steel for the guide. However the aluminum I had had a rounded edge to it so after this shot I had to pull it all up and put a square edge on the guide for it to work properly.
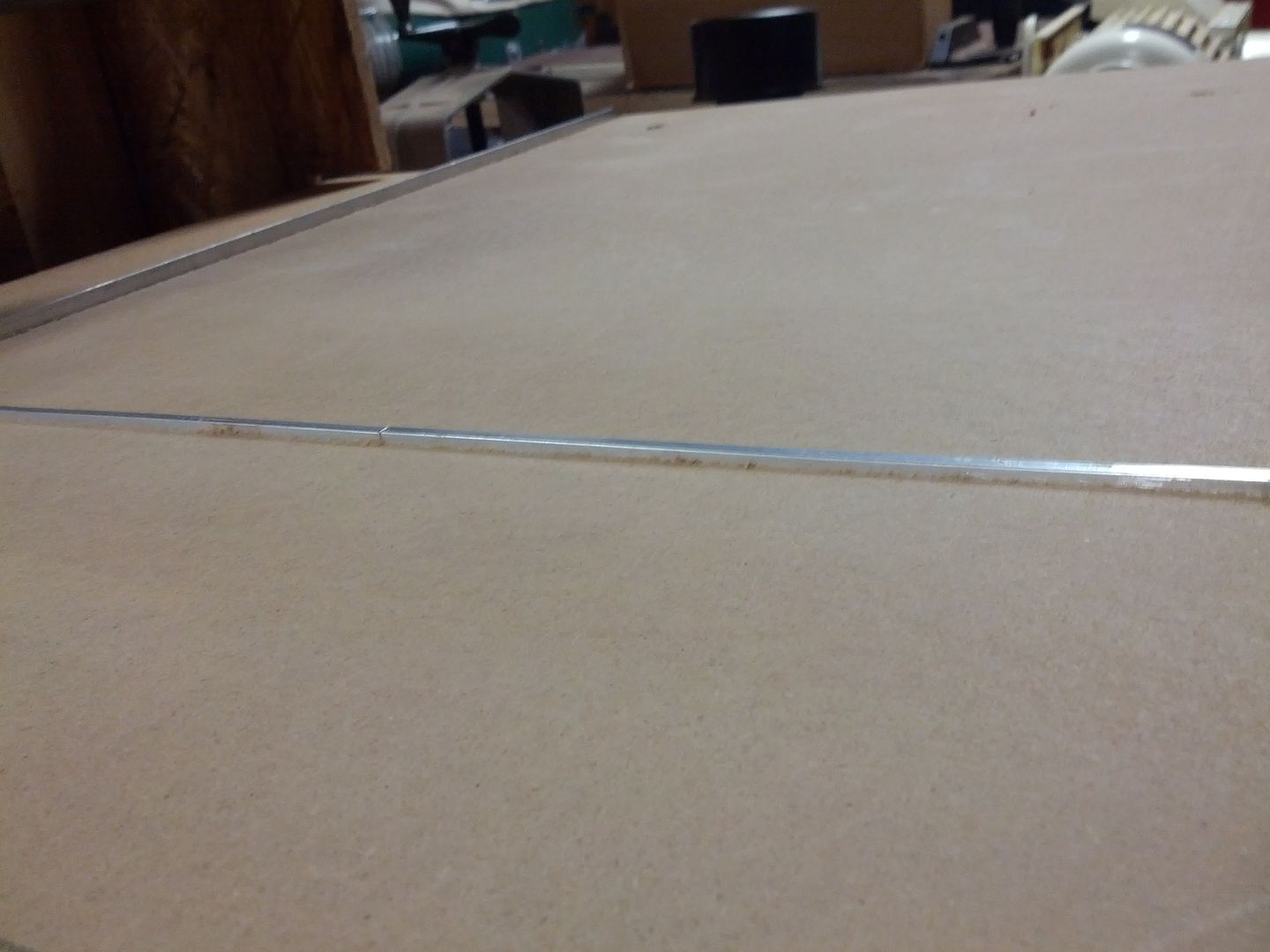
This should work.
Basically this is how it works.
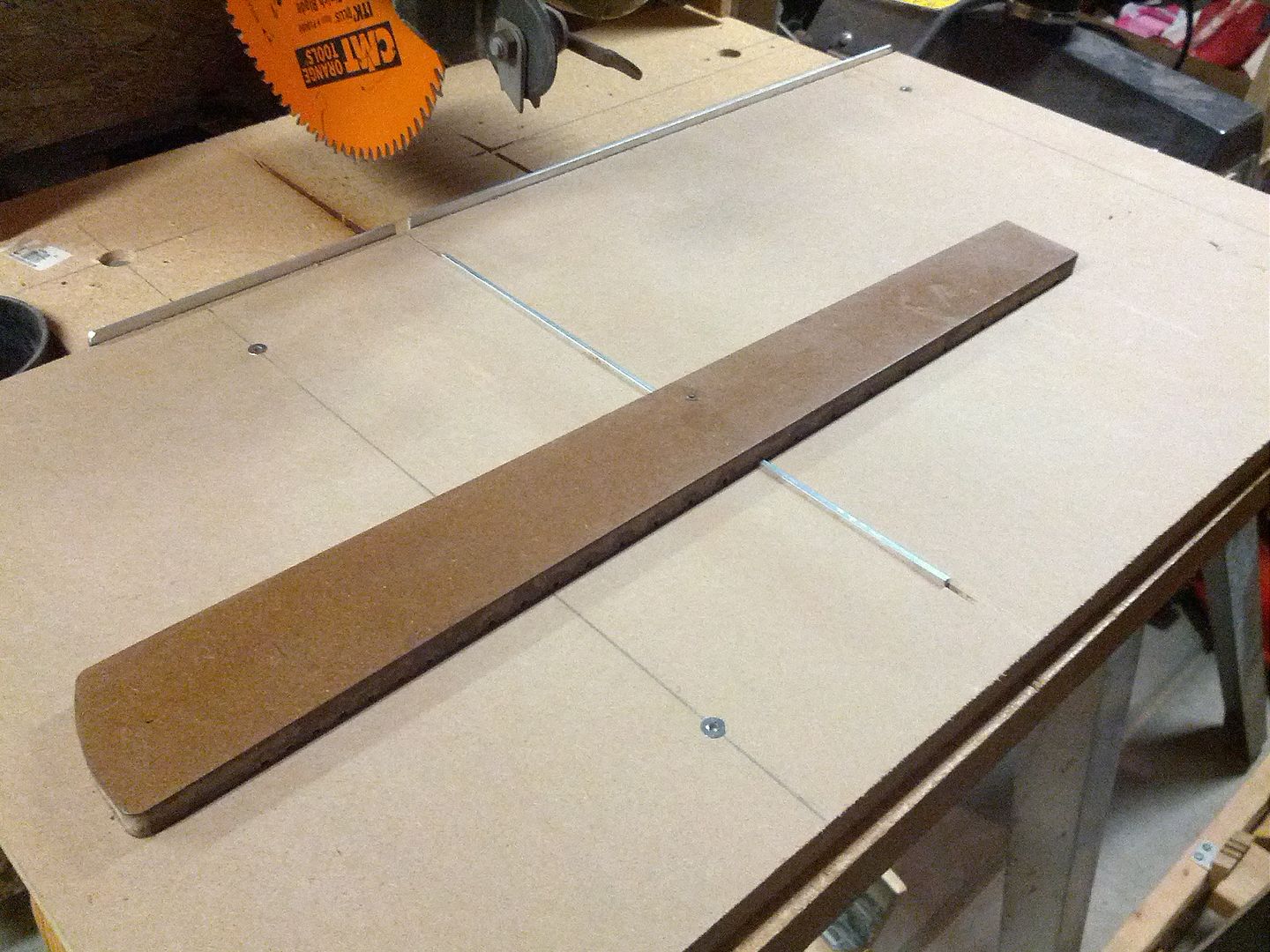

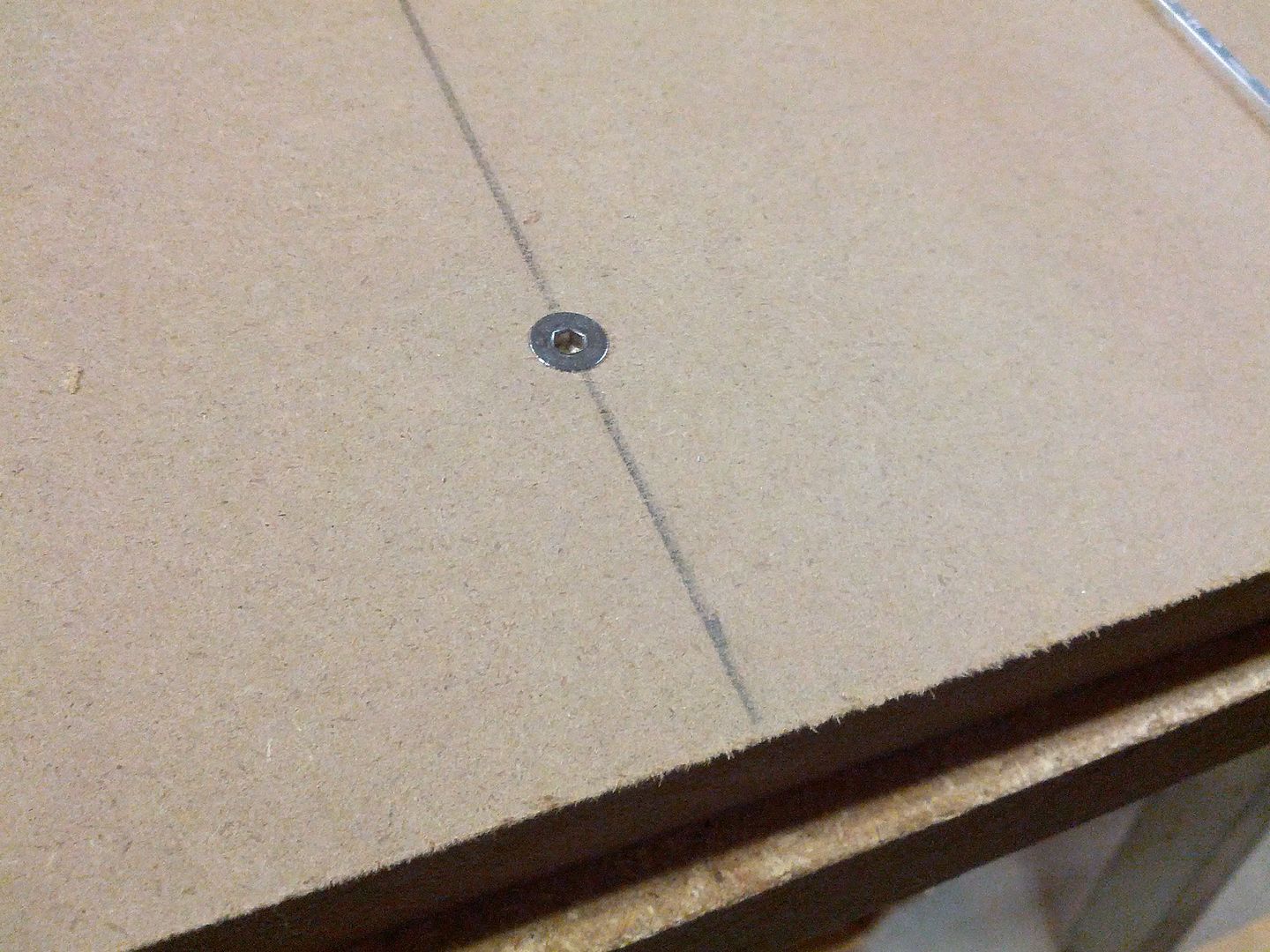
I used 10-32 socket heads with steel inserts to make the jig easy to line up and easy to remove.
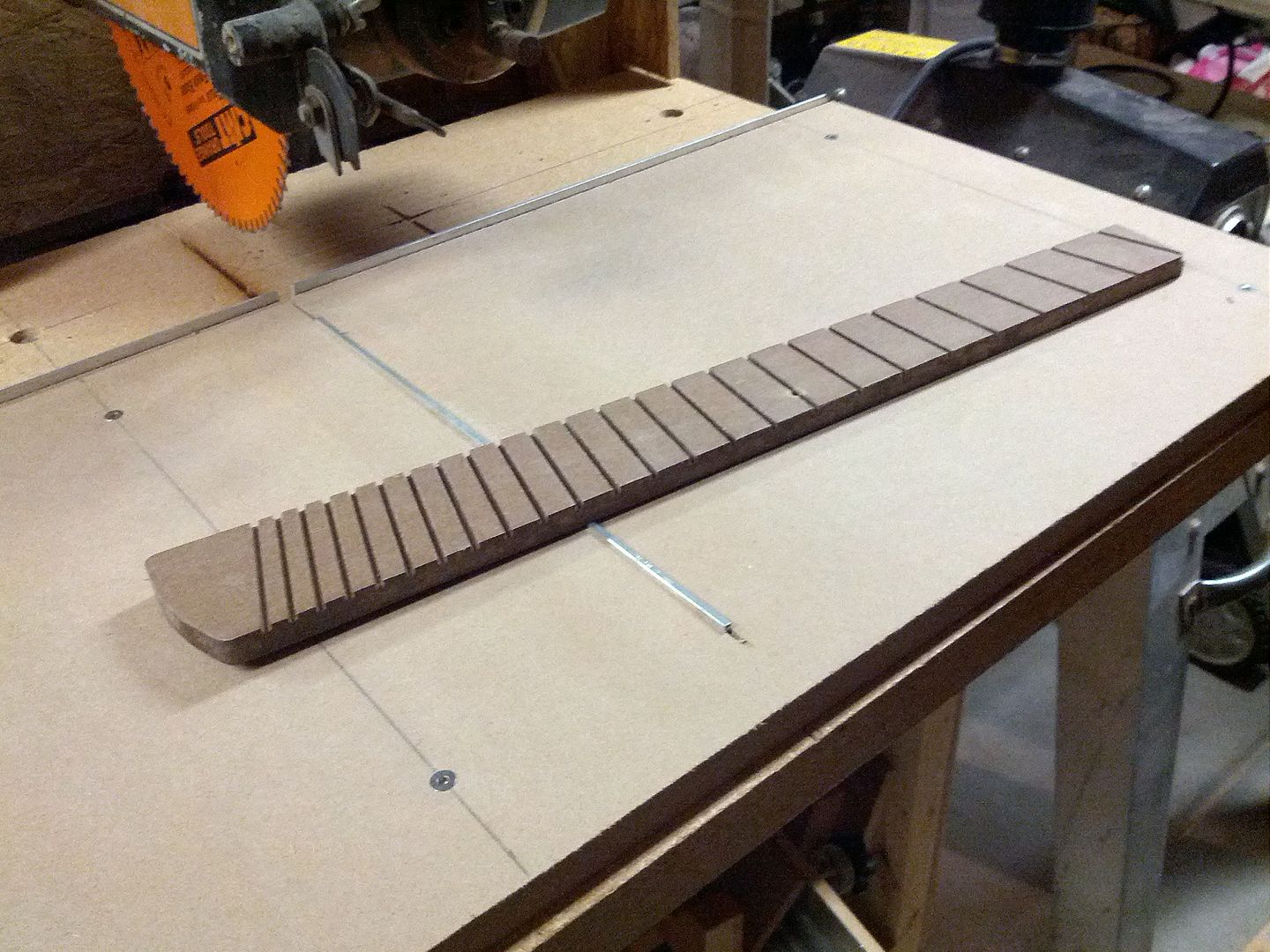
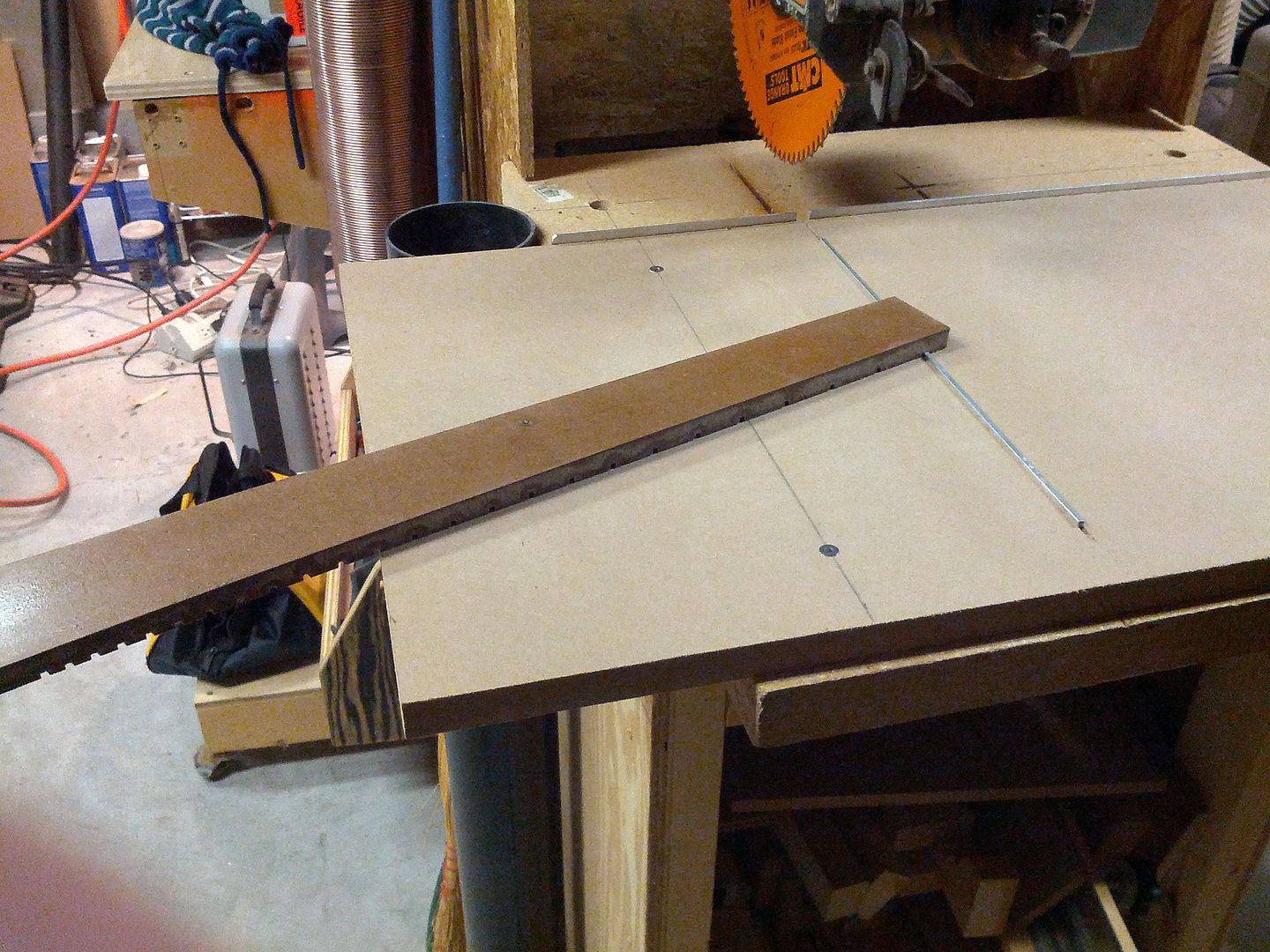
Now for the test. Attached like any other fretboard slotting system. A little double sided tape. I chose to line up the leading edge of the board with the leading edge of the template instead of finding a centerline. Since the template is the exact same size as my neck this works fine. If the template was a different size I would have to use centerlines.




Business as usual now...



No comments:
Post a Comment
Note: Only a member of this blog may post a comment.